


Сверлильный центр с ЧПУ SCM Morbidelli CX210
Обрабатывающий центр с ЧПУ с вертикальным рабочим столом и подачей детали с помощью двух зажимов, позволяет выполнять следующие операции:
- сверление с 5 сторон
- выборка пазов по направлению «X»
- Обработки другого типа возможны в зависимости от установленных опций.
Описание
| СТАНИНА И КОНСТРУКЦИЯ ОСНОВНЫХ ОСЕЙ Рама замкнутой кольцевой конструкции, обеспечивающей жёсткость, необходимую для того, чтобы выдерживать ускорения рабочих групп и нагрузки, развиваемые в максимальных режимах обработки, допускаемых современными технологиями применения инструментов. |
||||||||||||||||||
 РАБОЧИЙ СТОЛ РАБОЧИЙ СТОЛРоликовый рабочий стол разработан для предотвращения возможного царапания, которое способно повреждать панели с чувствительной поверхностью; рабочий стол обеспечивает базирование при любых операциях сверления по 5 сторонам панели без необходимости производить какую-либо регулировку. Нижняя направляющая с подшипниками качения позволяет обеспечивать точность положения детали, в том числе при перехвате системами фиксации. |
||||||||||||||||||
 ИЗМЕРИТЕЛЬНАЯ СИСТЕМА КОНТРОЛЯ РАЗМЕРОВ 3D PROBE” ИЗМЕРИТЕЛЬНАЯ СИСТЕМА КОНТРОЛЯ РАЗМЕРОВ 3D PROBE”Morbidelli CX210 полностью отвечает требованиям современного производства, так как способен определять 3 реальных размера входящих деталей. 3D PROBE имеет датчики, работающие по 4 направлениям, для обеспечения возможности выполнять обработку при реверсе систем отсчёта (левые и правые панели), а также производить считывание реальной длины панели. Датчики положения по Y и Z считывают реальные координаты детали для контроля истинного размера детали и размера указанного в программе. |
||||||||||||||||||
 ПЕРЕМЕЩЕНИЯ ПЕРЕМЕЩЕНИЯПеремещение панелей по продольной оси станка (X) производится с помощью пары независимых друг от друга фигурных зажимов. Зажимы, управляемые ЧПУ, перемещаются посредством системы с линейной направляющей, передачей типа шестерня — зубчатая рейка и бесколлекторными двигателями, что обеспечивает перемещение детали, в том числе с интеполирующимися с другими осями станка движениями. Особая геометрия зажимов позволяет производить сверление и фрезерование в зоне фиксации, что оптимизирует производственные циклы. Перемещение рабочей головы по Y реализуется с помощью системы с линейной направляющей, передачей типа шестерня — зубчатая рейка и бесколлекторными двигателями со встроенной системой торможения. Перемещение по оси Z производится с помощью бесколлекторного двигателя и ШВП. |
||||||||||||||||||
 АВТОМАТИЧЕСКАЯ СИСТЕМА СМАЗКИ и УСИЛИТЕЛЬ ДАВЛЕНИЯ АВТОМАТИЧЕСКАЯ СИСТЕМА СМАЗКИ и УСИЛИТЕЛЬ ДАВЛЕНИЯВсе основные оси имеют автоматическую смазку с помощью гидросистемы высокого давления. Усилитель давления позволяет увеличить производительность и сократить цикл, в том числе при использовании свёрл большого диаметра. |
||||||||||||||||||
| АСПИРАЦИОННАЯ СИСТЕМА Станок оснащён патрубками для удаления производимой при обработке стружки; имеется электромеханическое управление аспирационными заслонками, не включаемыми в комплект поставки. |
||||||||||||||||||
| БЛОК УПРАВЛЕНИЯ ЧПУ Блок управления состоит из Числового Программного Управления, предназначенного для Сверлильно-Фрезеровальных станков, и интерфейса оператора Maestro cn, устанавливаемого на интегрированный Персональный Компьютер. Управление простым касанием всеми рабочими функциями станка благодаря сенсорному монитору. Соединение ethernet позволяет подключаться к фабричной сети. |
||||||||||||||||||
 Программное обеспечение MAESTRO CNC — это новый мощный программный продукт, разработанный Группой SCM для программирования Обрабатывающих центров SCM. Разработан в среде Windows®, имеет все необходимое для простого, интуитивного и эффективного программирования характеристик и свойств. Программное обеспечение MAESTRO CNC — это новый мощный программный продукт, разработанный Группой SCM для программирования Обрабатывающих центров SCM. Разработан в среде Windows®, имеет все необходимое для простого, интуитивного и эффективного программирования характеристик и свойств. |
||||||||||||||||||
| Характеристики программного обеспечения MAESTRO Визуализация детали, геометрии, обработок и рабочих столов в трёхмерной графике. * режим затенения с различными регулируемыми уровнями прозрачности детали и обработок * режим отображения виртуального каркаса * режим отображения в виде изображения * режим отображения геометрии и траектории инструмента (CAM) * функции zoom, панорамного обзора и орбитального вращения; * функция наложения обработок на геометрии CAD: − перпендикуляры к стандартным сторонам; − шаблон прямоугольного исполнения отверстий; − стратегия множественных проходов; − обобщённое фрезерование по стандартным сторонам или по наклонной поверхности (одиночный или множественный проход); − пропилы перпендикулярно или наклонно относительно верхней стороны (раскрой); − канал (одиночный или множественный проход); − обгонка детали (одиночный или множественный проход одним инструментом); − расширенный функции предустановленного программирования; − МАКРОС редактирования в режиме визуального скрипта; − программное обеспечение для управления суппортами в ручном или автоматическом режиме; − Редактор кареток фиксации. Автоматическое или ручное управление различными фазами обработки с подстройкой на каждом этапе: − контроль столкновений движущихся агрегатов , производящих обработку, с остальными частями станка; − автоматическая или ручная оптимизация с подсказками в целях минимизации времени на смену инструментов и на прохождение траектории; − импорт файлов DXF: все форматы с распознаванием слоёв и геометрии − импорт файлов в формате TLG: оснащение инструментов; − импорт файлов PGM: программа изготовления детали; − редактор инструментов с группировкой параметров и инструментов по функциям и типу; − импорт и экспорт файлов в формате TLG; − предварительный расчёт времени исполнения. Включены также − использование штрих-кодов с уже встроенным программным обеспечением; − самодиагностика с сигнализацией ошибок и неисправностей с сообщениями на разных языках; − пошаговое исполнение программы в режиме ручных команд; − он-лайн калькулятор с прямой передачей данных в программу; − симуляция исполнения обработок. |
||||||||||||||||||
Конфигурация
|
||||||||||||||||||
| НОРМЫ БЕЗОПАСНОСТИ Станок в базовой конфигурации уже включает системы безопасности согласно нормативам, действующим в странах, где они требуются. ОБРАБАТЫВАЕМЫЕ МАТЕРИАЛЫ Станок предназначен для обработки прямоугольных панелей из древесных или других древесных материалов, в том числе с покрытием, длинная сторона этих панелей должна позиционироваться вдоль оси "X" станка. Возможность обработки фигурных или непрямоугольных деталей должна быть определена на этапе заключения контракта. Запрещается обрабатывать панели, характеристики которых выходят за пределы указанных размеров или материалов. |
||||||||||||||||||
Схема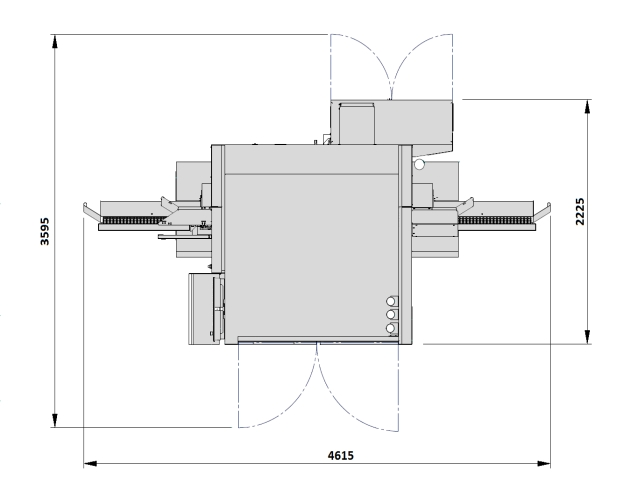 |
||||||||||||||||||
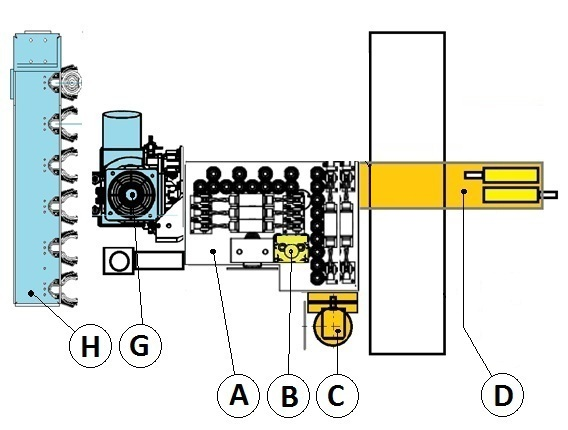
Рабочая голова
|
||||||||||||||||||
Рабочая зона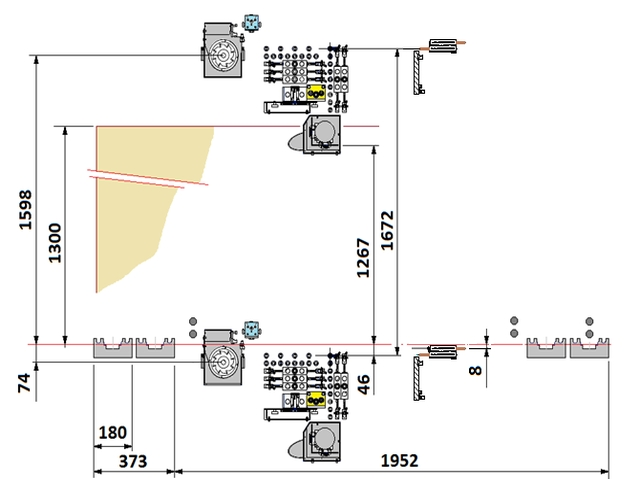 |
Детали
| Страна происхождения | ИТАЛИЯ |
|---|
Технические характеристики
| КООРДИНАТНЫЕ ОСИ | |
| Длина панели (мин/макс.), мм | 200/3050 |
| Ширина панели (мин/макс.), мм | 50/1300 |
| Толщина одиночной панели мин. / макс., мм | 8/95 |
| Макс. вес панели, кг | 70 |
| Скорость по осям X-Y-Z, м/мин | 70 – 40 — 30 |
| СВЕРЛИЛЬНАЯ ГОЛОВА F31LTC | |
| Вертикальные шпиндели кол-во, шт | 21 |
| Горизонтальные шпиндели по X кол-во, шт | 6 |
| Горизонтальные шпиндели по Y кол-во, шт | 4 |
| Скорость вращения шпинделей, об/мин | 4500 (опционально 3000, 8000 с инвертором) |
| Встроенная пила по X, D мм; об/мин; | 125; 5500 (опционально 3600 – 9700 с инвертором ) |
| Толщина пилы, макс, мм | 6 |
| Мощность двигателя, кВт (л.с.) | 2,2 (3) |
| СТАНДАРТНАЯ УСТАНОВКА | |
| Установленная мощность, кВт | 19 |
| Расход воздуха аспирации, м3/ч | 3300 |
| Скорость воздушного потока аспирации, м/с | 25 |
| Расход сжатого воздуха, нл/цикл | 80 |
| Диаметр аспирационного патрубка, мм | 1*200 + 1*80 |
| ОПЦИОНАЛЬНЫЙ ЭЛЕКТРОШПИНДЕЛЬ | |
| Установленная мощность, кВт | 18 |
| Расход сжатого воздуха, нл/цикл | 11 |
| Расход воздуха аспирации, м3/ч | 710 |
| Скорость воздушного потока аспирации, м/с | 25 |
| Диаметр аспирационного патрубка, мм | 1*100 |
| ОПЦИОНАЛЬНАЯ ПИЛА 0-90° | |
| Установленная мощность, кВт | 2,2 |
| Расход сжатого воздуха, нл/цикл | 11 |
| Расход воздуха аспирации, м3/ч | 460 |
| Скорость воздушного потока аспирации, м/с | 25 |
| Диаметр аспирационного патрубка, мм | 1*80 |
| ОПЦИОНАЛЬНОЕ УСТРОЙСТВО ВОЗВРАТА ПАНЕЛЕЙ | |
| Установленная мощность, кВт | 1,5 |
| Расход сжатого воздуха, нл/цикл | 60 |
| ОПЦИОНАЛЬНОЕ УСТРОЙСТВО ВОЗВРАТА ПАНЕЛЕЙ | |
| Установленная мощность, кВт | 0,7 |
| Расход сжатого воздуха, нл/цикл | 100 |
Видеоролик
Похожие товары
-
 Рейсмусы
Рейсмусы Рейсмусы
РейсмусыРейсмусовый станок SCM nova s 630 — nova s 520
Рейсмусовый станок SCM nova s 630 — nova s 520
На складе!Гарантированное качество и эффективность по доступной цене! Простота и точность, практичность форм и богатые функциональные возможности.
 Аспирационное оборудование
Аспирационное оборудование Аспирационное оборудование
Аспирационное оборудованиеАспирационные установки SCM Formula VF
Аспирационные установки SCM Formula VF
На складе!Аспирационные установки Formula VF компания SCM специально создавала для работы внутри цехов мебельных и деревообрабатывающих производств, поэтому уровень остаточной пыли на выходе не превышает 0,1 мг/м3.
Данная серия обладает малыми габаритами и при подключении к нескольким станкам берёт на себя роль централизованной системы воздухоочистки производственных помещений. Одноблочные сверлильно-присадочные, Шоу-рум
Одноблочные сверлильно-присадочные, Шоу-рум Одноблочные сверлильно-присадочные, Шоу-рум
Одноблочные сверлильно-присадочные, Шоу-румСверлильно-присадочный станок SCM Startech 27
Сверлильно-присадочный станок SCM Startech 27
На складе!Сверлильно-присадочный станок с одной сверлильной группой для работы с заготовками из дерева или аналогичных материалов. На станке можно выполнять сверление горизонтальных и вертикальных отверстий, а также отверстий под углом 45°.
 Сверлильно-присадочные с ЧПУ, Шоу-рум
Сверлильно-присадочные с ЧПУ, Шоу-рум Сверлильно-присадочные с ЧПУ, Шоу-рум
Сверлильно-присадочные с ЧПУ, Шоу-румСверлильный станок с ЧПУ Startech CN V
Сверлильный станок с ЧПУ Startech CN V
На складе!startechcn v - это новый универсальный станок с ЧПУ для сверления и фрезерования, с фиксированным рабочим столом и подвижным захватом, предназначенный для следующих обработок: вертикальное сверление на поверхности панели, горизонтальное сверление со всех четырех сторон, пазование со встроенной пилой в направлении "Х".
*Если станок есть в наличие на складе нужно оплатить 100% его стоимости и по приходу денег на счёт можно забрать станок самовывозом со склада в Ногинске предварительно согласовав время загрузки станка с менеджером принявшим заказ. Представителю организации забирающему станок нужно иметь при себе паспорт и оригинал доверенности или печать организации-платильщика. Если станка нет в наличие на нашем складе в Ногинске, но он есть на складе в Италии, то сделать заказ можно оплатив 30% стоимости станка. По приезду станка на склад в Ногинске (до 2-х месяцев, т.к. идёт формирование сборного груза) можно забрать станок доплатив оставшиеся 70%. Представителю организации забирающему станок нужно предварительно обговорить с менеджером принявшим заказ день и время загрузки станка, иметь при себе паспорт и оригинал доверенности или печать организации-платильщика. Если станка нет в наличие, то сделать заказ на изготовление данной модели можно оплатив 30% стоимости станка. Срок изготовления станка в Италии и доставка до нашего склада в Ногинске до 3 месяцев. После изготовления станка в Италии нужно доплатить ещё 60 %. После доставки станка на склад в Ногинск нужно доплатить оставшиеся 10 % и можно забирать станок с нашего склада в Ногинске. Представителю организации забирающему станок нужно предварительно обговорить с менеджером принявшим заказ день и время загрузки станка, иметь при себе паспорт и оригинал доверенности или печать организации-платильщика.
Наши клиенты
